

C A V E R N A U T E S
Une expérience en recherche-création
31 AOÛT
Une fois réparé, le Cavernaute Mk1-PU, équipé de son électronique, a effectué ses premiers vols dans les locaux de l’ÉTS. Après quelques tests supplémentaires, il sera installé en caverne le 2 août. Le Cavernaute Mk2-LDPA, qui sera reconnaissable à sa livrée transparente, a vu son enveloppe complétée et scellée. La fabrication des enveloppes est complexe; les ganses de maintien de la structure, au nombre de 230, doivent être préalablement soudées sur le polymère, de même que la valve de gonflage. Les faces circulaires du Cavernaute sont ensuite soudées, avant de procéder à la soudure centrale finale, dont environ 1/16e de la longueur doit rester ouverte afin de permettre la soudure des ganses situées sur cette même soudure, ainsi que sur les faces circulaires. Un matelas de soudure doit être introduit dans l’enveloppe pour permettre la soudure de ces ganses. Le matelas est ensuite retiré, la soudure longitudinale est complétée, ce qui ferme l’enveloppe. Cette dernière est ensuite gonflée à l’air pour un premier test d’étanchéité, et pour permettre l’application de l’activateur et du scellant. Elle est ensuite essuyée pour éliminer les gouttelettes qui auraient pu se former. Un délai d’une nuit est nécessaire pour assurer la prise parfaite du scellant, après quoi l’équipe peut procéder aux tests d’étanchéité à l’hélium.
La construction du Cavernaute Mk2-LDPA, qui implique le développement de technologies et de méthodes de fabrication différentes de celles du Mk1-PU, n’était pas prévue dans le cadre de l’installation originale. C’est à la suite de la destruction de l’un des deux Mk1-PU à la suite des inondations du 9 août qu’il a été décidé d’accélérer son implémentation.
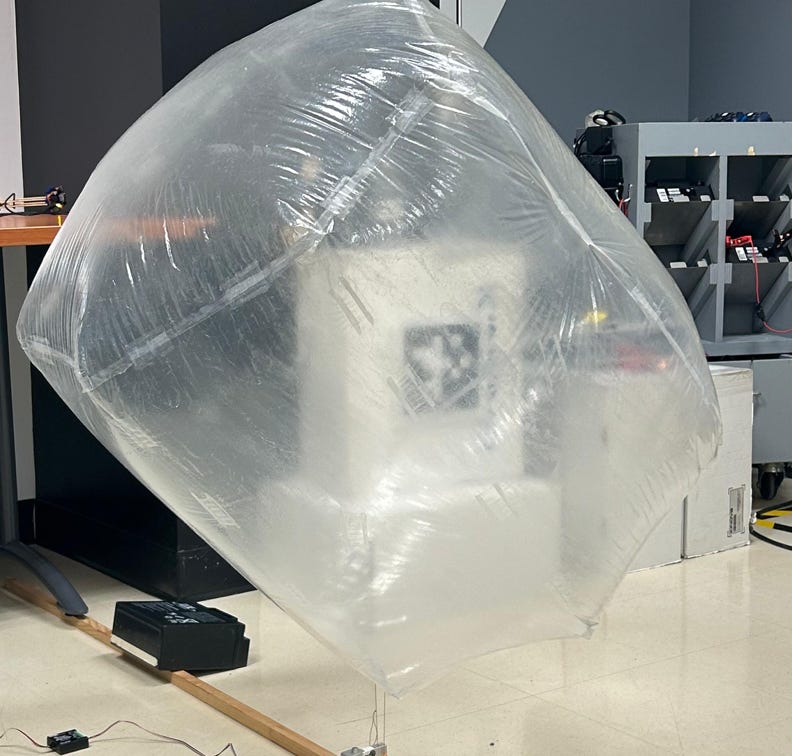
Fig. 2 (vidéo) - Le Cavernaute Mk1-PU extrait de la caverne, réparé et muni de sa nouvelle électronique, effectue ses premiers vols au laboratoire INIT-Robots de l’ÉTS-Montréal.
Fig. 2 - L’enveloppe correspondant à un mini-Cavernaute, fabriquée pour tester les méthodes de fabrication de l’enveloppe pleine grandeur du Mk2-LPDA, est placée sur un banc test pour en évaluer la charge utile - c’est-à-dire, dans ce cas précis, la masse qu’elle est capable de soulever.

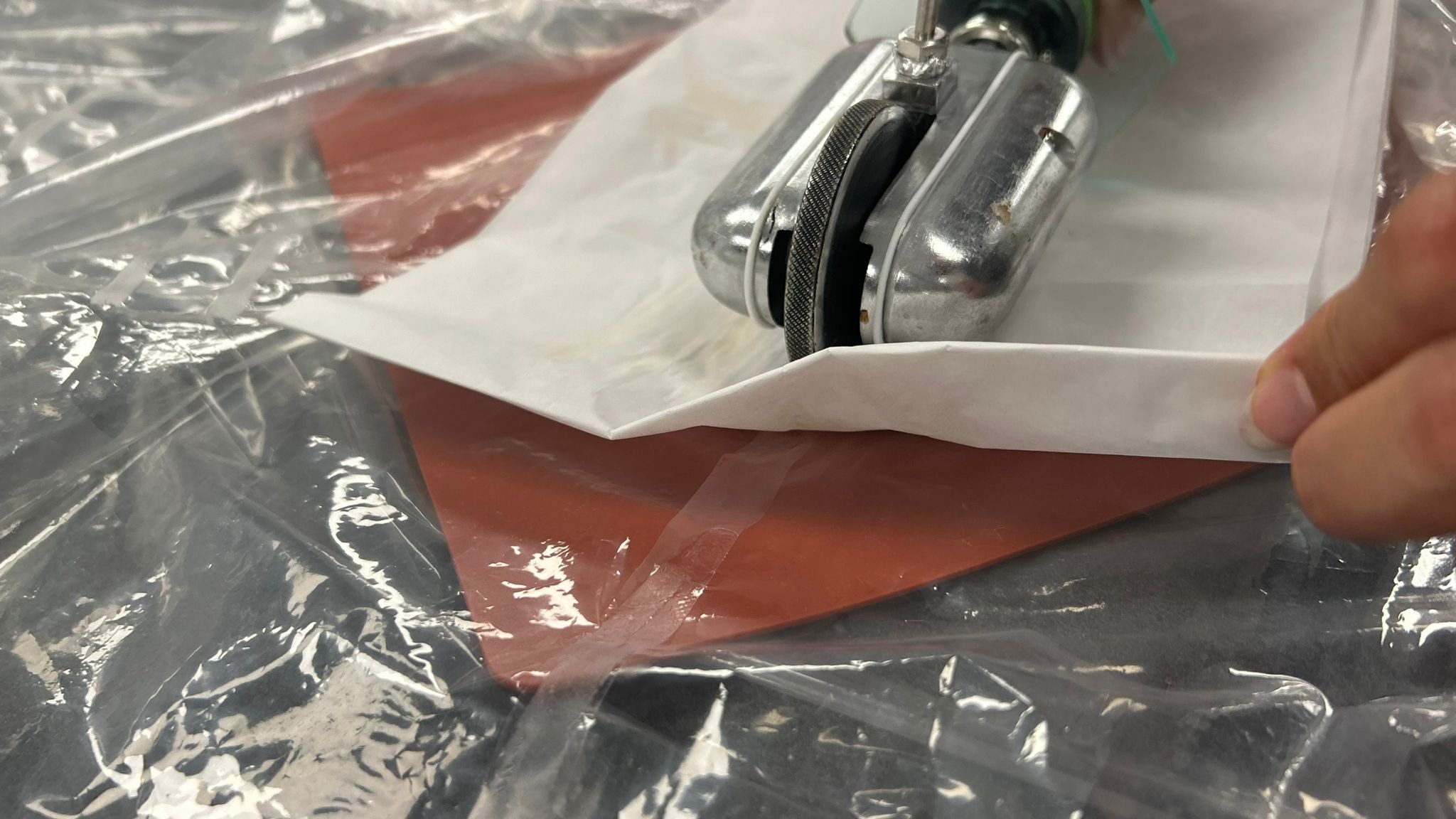

Fig. 3, 4 et 5 - Gros plan sur l’outil utilisé pour thermosouder les enveloppes, ici lors de la fermeture de l’enveloppe du Mk2-LDPA . Noter le matelas d’isolation thermique qui doit être placé à tout moment sous la membrane pendant l’opération.


Fig. 6 (vidéo) - Thtemosoudage de l’enveloppe transparente du Mk2-LDPA.
Fig. 7 - Gros plan sur les joints thermosoudés.
Fig. 8 - Gonflage à l’air de l’enveloppe du Mk2-LDPA, pour un premier test d’étanchéité, et pour permettre l’application du scellant par pulvérisation.
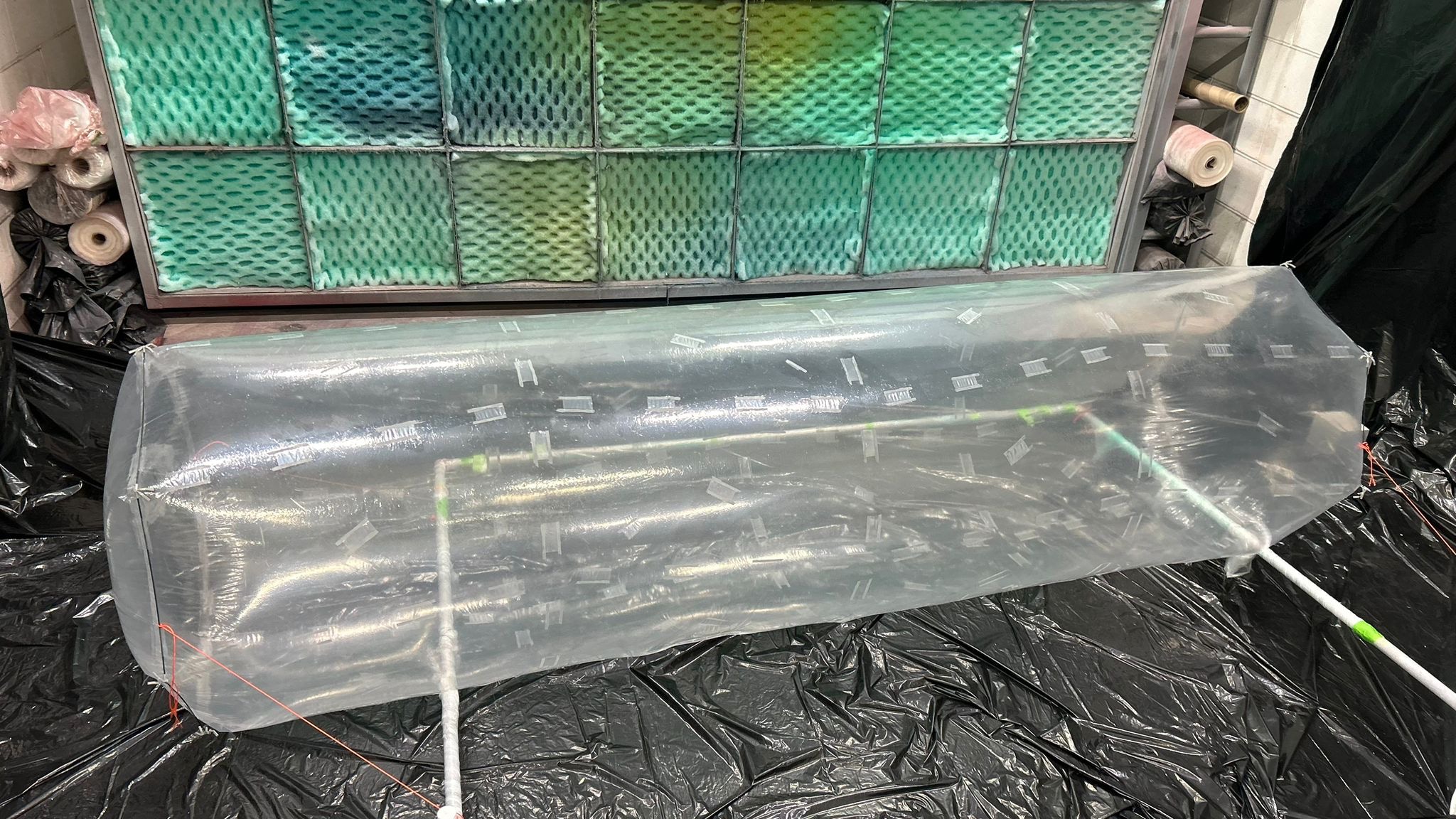


Fig. 9 - Enveloppe gonflée à l’air, vue d’ensemble.
Fig. 10 - Enveloppe gonflée à l’air, vue par une extrémité.
Fig. 11 - Application de l’activateur.

Fig. 12 - Afsaneh Keirani et Rodrigo Murillo-Aranda, candidat au doctorat à L’ÉTS venu prêter main-forte, en tenues de combat.